









Yz5 60~80mesh Od4mm Guss-Wolframkarbid-Schweißstab-Draht-Aufpanzerungselektrode
Basisinformation.
| Modell Nr. | YZ5 60~80mesh OD4mm |
| Schlackencharakteristik | Sauer |
| Erweiterte Länge | 10-20mm |
| Rohr | Kohlenstoffarmen Stahl |
| Gittergewebe | 30~40mesh |
| Transportpaket | 20kg. Karton |
| Spezifikation | YZ3 |
| Warenzeichen | ZZUP |
| Herkunft | Zhuzhou, Hunan, China |
| HS-Code | 820900100 |
| Produktionskapazität | 10000000 Stück/Monat |
Produktbeschreibung
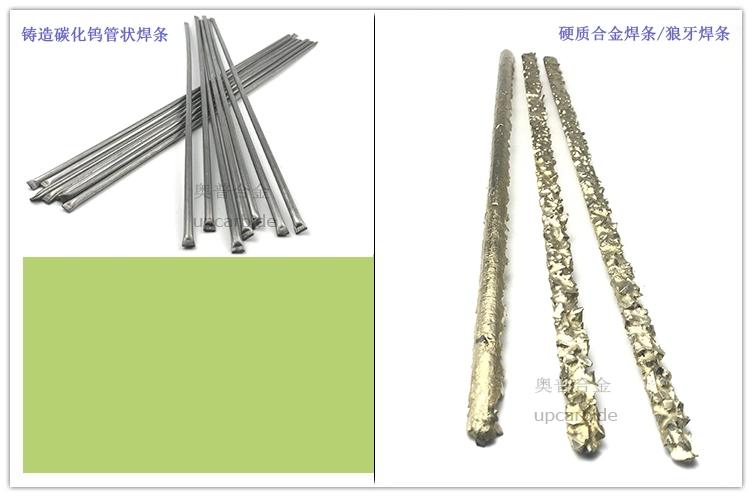
YZ5 60~80mesh OD4mm Guss-Wolframkarbid-Schweißstab-Draht-HartauftragselektrodeYZ5 60~80mesh OD4mm Guss-Wolframkarbid-Schweißstab-Draht-Hartauftragselektrode
Produktbeschreibung
Die röhrenförmige verschleißfeste Elektrode ist eine Art verschleißfeste Elektrode mit hoher Verschleißfestigkeit und Schneidverschleiß sowie hoher Härte, die von unserem Unternehmen entwickelt und hergestellt wird. Seine Haupthartphase ist gegossenes Wolframcarbid und makrokristallines Wolframcarbid, und eine Vielzahl sorgfältig entwickelter Komponenten wird gemischt, granuliert, getrocknet und gesiebt. Die Elektrode verfügt über die bemerkenswerten Eigenschaften einer gleichmäßigen Zusammensetzung und einer hervorragenden Schweißflussleistung und kann die besonderen Anforderungen einzelner Benutzer erfüllen. Die gegossene Wolframcarbid-Elektrode, auch als gegossene Wolframcarbid-Legierungselektrode bekannt, besteht aus W2C- und WC-Legierungspartikeln und dem Die Härte von 93HRA beträgt 1600–1800 Grad. Anleitung: Sauerstoff-Acetylen-Flammenauftragschweißen mit hoher Verschleißfestigkeit. Anwendungsbereich: Anwendbar auf Ölbohrwerkzeuge, Baustoffmaschinen, Zuckerrohr-Zerkleinerungswerkzeuge, Bohrbrunnen, Strohrückführungspulverisierer und Futtermühlenblätter und andere Verschleißteile der verschleißfesten Teile werden legierungsverschleißfest. Wolframkarbidprodukte werden häufig in Erdölbohrwerkzeugen, zur Oberflächenverstärkung und zum Härten von Verschleißteilen von Baumaschinen verwendet. SpezifikationstypRohrdurchmesser mm Rohrlänge mm Korngröße (Masche) YZ5 4,0 390 60~80 YZ4 5,0 390 40~60 YZ3 6,0 390 30 ~40 YZ2 7,0 390 20~30Partikelgröße von 34 µm bis 4000 µm (-5 Mesh bis +400 Mesh)
Sortenspezifikation
| Grad | Gegossene Wolframkarbidpartikel (%) | Kohlenstoffarmen Stahl ( % ) |
| UPP61 | 60~65 | 35~40 |
| Grad | Durchmessergröße | Körnung |
| YZ2 | Φ7 | 20~30 Maschen |
| YZ3 | F6 | 30~40 Maschen |
| YZ4 | F5 | 40~60 Maschen |
| YZ5 | F4 | 60~80 Maschen |
Vorbereitung vor dem Schweißen: Entfernen Sie Rost, Öl und andere Rückstände von der Oberfläche des Werkstücks, beseitigen Sie Defekte wie Risse und Löcher und bringen Sie das Werkstück so weit wie möglich in die flache Schweißposition. Betriebliche Vorsichtsmaßnahmen(1). Auswahl der Schweißflamme Gemäß dem Konstruktionsprinzip von rohrförmigen, verschleißfesten Schweißstäben und den Eigenschaften von Sauerstoff-Acetylen sollte das Flammlöten unter Verwendung einer 1- bis 2-fachen verkohlten Flamme (Verhältnis von innerer Flamme zu Flammenlänge) durchgeführt werden.( 2). Flammenleistung Die Höhe der Flammenleistung hängt in erster Linie von der Größe des Werkstücks und den thermophysikalischen Eigenschaften des zu schweißenden Materials sowie vom Durchmesser der Elektrode ab. Bei den meisten Auftragschweißarbeiten werden Schweißbrenner vom Typ H01-6 oder H01-12 verwendet. Der Arbeitsdruck von Sauerstoff beträgt im Allgemeinen 0,3 bis 0,5 MPa und der Arbeitsdruck von Acetylen beträgt im Allgemeinen 0,02 bis 0,05 MPa. (Je größer der Durchmesser der Elektrode, desto höher sind der verwendete Brenner, der Sauerstoffdruck und der Acetylendruck.)(3). Vorwärmen und Schweißen von Werkstücken Da sich das Grundmaterial der Schweißverbindung häufig stark von der Beschaffenheit von hartphasengegossenem Wolframkarbid unterscheidet, wird bei dickeren Werkstücken eine Vorwärmung von 450 bis 650 ° C durchgeführt, um das Auftreten von Rissen zu verhindern und zu verringern durchgeführt werden sollte. Hitze; Beim anfänglichen Schweiß- und Schweißprozess sollte sich das Grundmetall der Schweißnaht in einem fluoreszierenden Zustand befinden, bis die Auftragung abgeschlossen ist.(4) Das Werkstück sollte nach dem Schweißen langsam abgekühlt werden, um Risse zu vermeiden und zu reduzieren. Härte der Oberflächenschicht: Die Ober- und Unterseite der Oberflächenproben wurden auf einer Flachfräse geschliffen und der Durchschnitt von 5 Punkten (HRC-Wert) auf einem Rockwell-Gerät gemessen Härtetester. Im Allgemeinen: 60-70
Verpackungsdetails

Versandwege

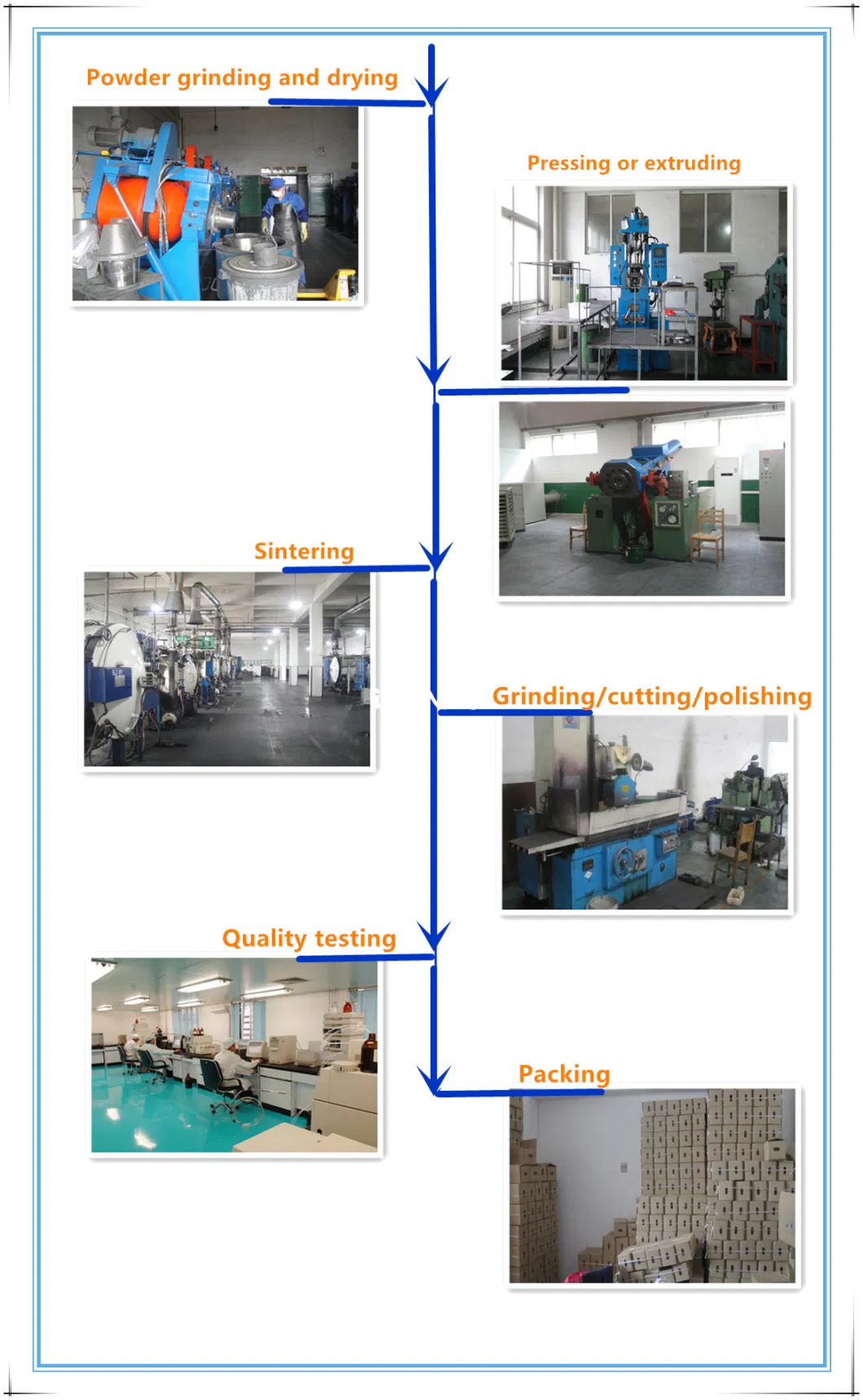
Fertigungsprozess
Kontaktdetails